- Сталелитейная промышленная зона № 168
- 008613548700205
- sales@permanentsteelpipe.com
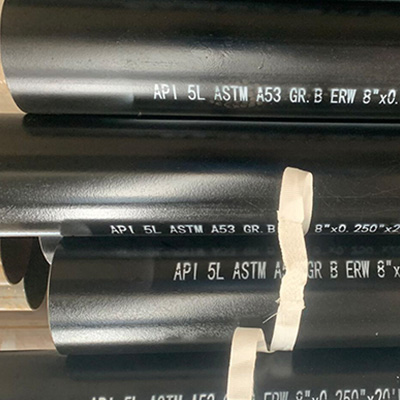
Обсадные трубы, Стальные обсадные трубы, Обсадные трубы
Размеры:
Внешний диаметр: 1,315–20 дюймов.
Толщина стенки: 0,133–0,500 дюйма.
Длина: R1 (группа 1), R2 (группа 2) , R3 (группа 3).
Материалы и сорта :
Корпус: J55, K55, N80, L80, P110
Приложение:
добыча нефтяных скважин
скважина
скважина
Типы:
Соединения:
P (гладкий конец )
STC (короткие резьбы)
LTC (длинные нити)
BTC (опорные нити)
Газонепроницаемые соединители премиум-класса
Нерасстроенные концы (NUE)
Внешние расстроенные концы (EUE)
Газонепроницаемые соединители премиум-класса
Другие специальные разъемы
Химический состав обсадных труб
| Стандартный | Оценка |
Химический состав(%) |
|||||||||
|
API СПЕЦ 5CT |
J55 |
С | Си | Мин. | п | С | Кр | Ни | Cu | Мо | В |
| К55 |
0,34~0,39 |
0,20~0,35 |
1,25~1,50 |
≤0,020 |
≤0,015 |
≤0,15 |
≤0,20 |
≤0,20 |
/ | / | |
|
N80 |
0,34~0,38 |
0,20~0,35 |
1,45~1,70 |
≤0,020 |
≤0,015 |
≤0,15 |
/ | / | / |
0,11~0,16 |
|
|
Л80 |
0,15~0,22 |
≤1,00 |
0,25~1,00 |
≤0,020 |
≤0,010 |
12,0~14,0 |
≤0,20 |
≤0,20 |
/ | / | |
|
Р110 |
0,26~0,395 |
0,17~0,37 |
0,40~0,70 |
≤0,020 |
≤0,010 |
0,80~1,10 |
≤0,20 |
≤0,20 |
0,15~0,25 |
≤0,08 | |
Механические свойства обсадной трубы
| Оценка | Тип |
Полное удлинение под нагрузкой (%) |
Предел текучести (мин) МПа |
Предел текучести (макс) МПа |
Предел прочности мин МПа |
Твердость Макс (HRC) |
Твердость Макс (HBW) |
| J55 | - |
0,5 |
379 | 552 | 517 | - | - |
| К55 | - |
0,5 |
379 | 552 | 655 | - | - |
| N80 | 1 |
0,5 |
552 | 758 | 689 | - | - |
| N80 | вопрос |
0,5 |
552 | 758 | 689 | - | - |
| Л80 | 1 |
0,5 |
552 | 655 | 655 | 23 | 241 |
|
Л80 |
9Кр |
0,5 |
552 | 655 | 655 | 23 | 241 |
|
Л80 |
13Кр |
0,5 |
552 | 655 | 655 | 23 | 241 |
| С90 | - |
0,5 |
621 | 724 | 689 | 25,4 | 255 |
| С95 | - |
0,5 |
655 | 758 | 724 | - | - |
| Т95 | - | 0,5 | 655 | 758 | 724 | 25,4 | 255 |
| Р110 | - | 0,6 | 758 | 965 | 862 | - | - |
| Q125 | Все | 0,65 | 862 | 1034 | 931 | - | - |
Процесс производства обсадных труб:
Нагрев стального слитка → гидравлическая штамповка → повторный нагрев → растяжение → периодическая прокатка → повторный нагрев → калибровка → охлаждение → правка → резка труб → контроль
1. Для нагрева слитка необходима кольцевая нагревательная печь;
2. Штамповка и разогрев гидравлическим прессом;
3. На заводе по производству масляных кожухов используется двухроликовая машина для удлинения направляющих пластин;
4. Повторно используйте дисковую нагревательную печь для периодической прокатки и используйте печь закрытого типа для повторного нагрева, охлаждения, правки, резки труб и проверки.
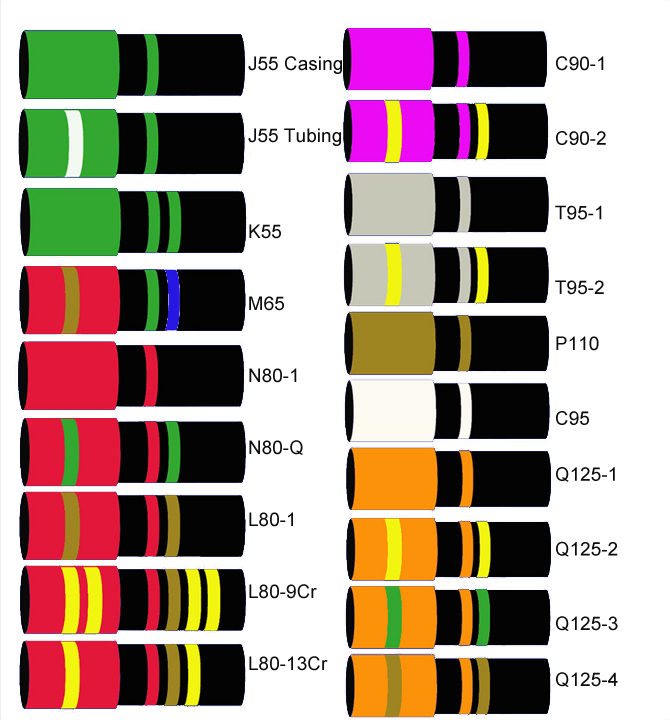
Цветовые коды для обсадных труб и труб API 5CT:


 Линкедин
ЛинкединЭлектронная почта: sales@permanentsteelpipe.com
Тел.: 0086-731-88787784
Whatsapp:0086-13548700205
Skype: .cid.ce4875be2fc52aa2
Wechat: FQ-314
Авторское право © Permanent Steel Manufacturing Co.,Ltd Все права защищены.


Wechat Whatsapp






 Whatsapp
Whatsapp Email
Email Сообщение
Сообщение