Q235B Процесс холодного вытягивания прямоугольных труб
Дата:2022-03-18Замечания:1262Метки:Прямоугольная трубка, процесс холодного вытягивания
Технологическая схема прямоугольной трубы q235b :
Трубная заготовка → нагрев → перфорация → высадка → отжиг → травление → промасливание (меднение) → многопроходная холодная вытяжка (холодная прокатка) → трубная заготовка → термообработка → правка → гидравлические испытания (дефектоскопия) → маркировка → хранение.

Почему q235b необходимо подвергать холодной вытяжке?
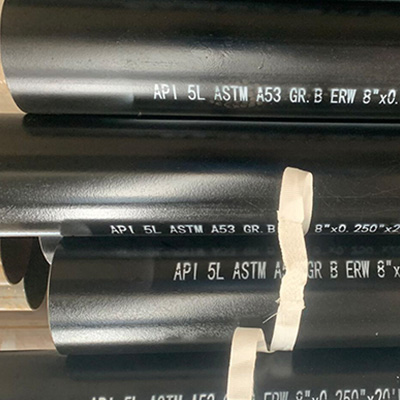
1) Прямоугольная труба q235b, подвергнутая холодной вытяжке, имеет характеристики превосходного качества поверхности. Благодаря гладкому внешнему виду продукт может получить более высокий балл с точки зрения эстетики, тем самым завоевав расположение многих потребителей;
2) Из-за разнообразия спецификаций продукции толщина холоднотянутой трубы может составлять от 8 до 50 мм, а ширина гарантированно составляет от 150 до 625 мм, что может удовлетворить потребности клиентов и даже может использоваться. вместо средних пластинчатых профилей, избегая повторной резки. Пользователь может непосредственно выполнять операцию сварки;
3) Размер трубы сохраняется точным, внешний вид прямой, стороны более вертикальные, водяной орех также очень заметен, хорошая форма и отличная текстура;
4) Жесткость стали относительно высокая и она имеет хорошую плоскостность поверхности.
Причина, по которой прямоугольная труба q235b является холоднотянутой, заключается в том, чтобы лучше повысить твердость продукта, чтобы лучше обеспечить качество трубы, чтобы пользователи могли лучше ее использовать. Поскольку стоимость холодного волочения немного выше, цена на трубу также будет немного выше.
На что следует обратить внимание перед холодным волочением прямоугольной трубы q235b?
1) Травление и удаление ржавчины должно быть тщательным. Как только будет обнаружена неудаленная ржавчина, ее нужно протравить еще раз;
2) Во время производства концентрация компонентов раствора фосфатирования и раствора омыления должна часто проверяться, чтобы гарантировать производственный индекс раствора фосфатирования и раствора омыления.
3) Температура и время работы обрабатывающей жидкости должны строго контролироваться.
 Линкедин
Линкедин








 Whatsapp
Whatsapp Email
Email Сообщение
Сообщение