Производство прямоугольных труб
Дата:2022-03-23Замечания:1285Метки:Прямоугольные трубы, производственный процесс
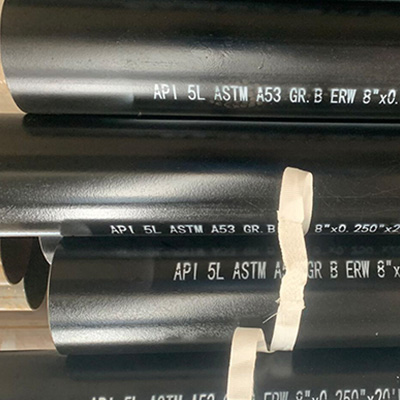
Прямоугольная труба представляет собой разновидность полой длинной стали, также известной как плоская труба, плоская квадратная трубка или квадратная плоская трубка. Когда сопротивление изгибу и прочность на кручение одинаковы, вес меньше, поэтому он широко используется при производстве механических деталей и инженерных конструкций.
Процесс производства прямоугольной трубы:
Подготовка сырья → устройство продольной резки → размотка и выравнивание → стыковая сварка режущей головки → хранение материала петлителя → направляющая платформа → черновая формовка → тонкая формовка → экструзионная сварка → зачистка сварочного шрама → водяное охлаждение → позиционирование и выпрямление → отслеживание летучей резки → сортировка готовой продукции → Упаковка готовой продукции

Прямоугольная труба делится на два типа: горячее цинкование и электрооцинкование. Труба горячего цинкования имеет толстый оцинкованный слой, который имеет преимущества равномерного покрытия, сильной адгезии и длительного срока службы. По сравнению с горячей прямоугольной трубой она сильно отличается, но качество поверхности хорошее, а качество отделки высокое; Точность размеров холоднокатаного изделия высока, а функциональность и расположение продукта могут соответствовать некоторым особым требованиям применения.
Многие дефекты прямоугольной трубы вызваны перфорацией, поэтому процесс передачи энергии в трубной заготовке является ключевым процессом при производстве прямоугольной трубы. Основная трудность перфорации высоколегированных сплавов заключается в низкой производительности перфорации. Для обеспечения качества необходимо рационально выбирать параметры деформации перфорации. Небольшая степень сжатия приведет к нестабильности процесса перфорации, поэтому критическую степень сжатия пробки обычно следует устанавливать на уровне около 7% от величины переднего сжатия, в противном случае она не сможет вгрызаться, и даже движение будет увеличьте, иначе передняя часть застрянет. Повышенное сжатие в передней части заглушки также создает полости и заглушает дефекты внутри. Поэтому, если вы хотите решить эту проблему, заготовку трубки следует отцентрировать.
В качестве сырья используются горячекатаные прямоугольные трубы, непрерывнолитые заготовки, блюминговые листы. После прохождения через нагревательную печь вода под высоким давлением используется для удаления фосфора с поверхности; затем на стане грубой прокатки отрезают головную и хвостовую части прямоугольной трубы; Труба подается на чистовой стан для точной прокатки под компьютерным управлением. После ламинарного охлаждения прямоугольной трубы ее прокатывают после моталки, а затем сматывают. Однако при повторной завивке часто возникает неравномерная толщина, а края склонны к дефектам; затем повторная завивка, обрезка и выпрямление режущей головки после обработки режущей головки, чтобы обеспечить толщину и точность прямоугольной трубы.
 Линкедин
Линкедин








 Whatsapp
Whatsapp Email
Email Сообщение
Сообщение